




| 工艺类型 | 测量检测建模 |
|---|---|
| 测量精度 | 0.025mm |
| 介质类型 | U盘 |
| 扫描范围 | 大 |
| 扫描方式 | 非接触 |
| 扫描仪类型 | 便携式扫描仪 |
| 品牌 | 中科院 |
| 型号 | 三维扫描仪 |
一、概述
1.1项目背景
本期客户主要是生产能源设备铸件(燃气轮机、蒸汽轮机、水电、核电等)、矿山设备铸件、海工装备铸件等。因此,本文以大型铸件为研究对象,阐述中科院蓝光高精度手持式三维扫描仪在这方面的应用。
二、原有技术分析
2.1铸钢信息
检测对象:铸钢样件

2.2客户需求
检测目的:检测铸钢在加工后的尺寸偏差多少,以及使用一定年限之后再进行检测,获得准确偏差数据
2.3原有解决方案
目前客户检测方案:卡尺卷尺等一些量具进行人工测量,按要求需测量特定的数十个位置。
2.4综述原有测量方案的弊端:1,逐个选择量具测量间隙的方法,不但需要员工过多的时间和精力,还存在很大的人工测量误差。
三、我们的技术解决方案
3.1采用设备仪器
中科院手持式三维扫描仪配合Geomagic control平台组成的三维偏差检测方案,能够非常快速的对样件各方面差进行全面检测,有效避免人为测量误差。
1、手持式三维扫描仪
2、Hp ZBook G13移动工作站
3.2三维扫描过程

应用手持式三维扫描仪检测铸钢偏差流程简单、易于操作、可十分高效的对铸钢做出全面评价,具体步骤如下:
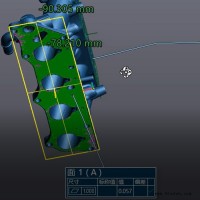
铸钢扫描:
工件贴好定位点后,手持式三维扫描仪对工件进行拍摄或者扫描,内容包括工件的型面、边界等。

3.3检测过程
(1)扫描数据预处理。将扫描数据和铸钢、CAD模型导入Geomagic control软件中,对扫描数据进行去除噪音等处理。
(2)扫描数据与CAD数模拟合对齐。Geomagic control软件提供了拟合对齐、特征对齐、RPS对齐等多种对齐方式。本案例使用拟合将扫描数据对齐到CAD数模。
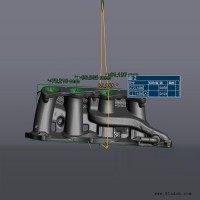
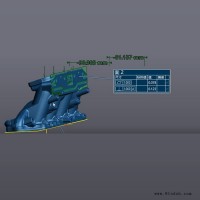
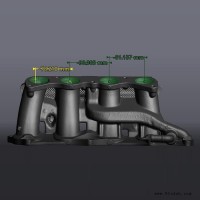
(3)拍摄点差分析。

(4)扫描数据检测结果

四、技术方案综述
综上所述,通过与原有检测技术检测的数据结果比较,此检测方案的检测结果满足客户要求。当进行相同型号铸钢批量检测时,只需再扫描新的铸件,扫描数据导入Geomagic control软件,相同的检测流程软件将自动为您完成,生成报告。将大大缩短检测时间和减少员工工作量,提升效率。
利用中科院手持式三维扫描仪结合Geomagic control软件对铸钢进行尺寸偏差测量的直观可视性,在实际品质管理工作中具有良好的应用效果,避免了传统人工测量误差,为减少新产品的开发成本、缩短开发周期奠定了坚实的基础。因此,手持三维扫描仪在汽车、重工等领域得到了广泛认可和应用。